iPads Shipping Bent and Making Thin Things Flat
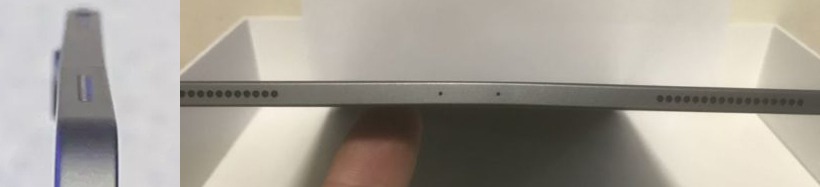
The 2018 iPad Pro began shipping in late 2018 and many who received theirs noticed a visible bend in what they expected to be a flat device. According to Apple, the bend is due to the cooling process performed on the iPad Pro’s metal and plastic components during manufacturing.
Riccio’s email goes on to say that Apple’s “current specification for iPad Pro flatness is up to 400 microns which is even tighter than previous generations. This 400 micron variance is less than half a millimeter (or the width of fewer than four sheets of paper at most) and this level of flatness won’t change during normal use over the lifetime of the product. Note, these slight variations do not affect the function of the device in any way.” It’s possible that the flat sides of the new design make minor bends easier to spot with the naked eye; older iPads (with the exception of the original) have all had sloped edges.
– The Verge
IIA knows that, outside of math and theory, nothing can be perfectly flat. We know from over 30 years of inspection experience that making thin things flat is a common manufacturing problem, and not an easy one. However, customers’ perception of quality is important. While it’s true that the out-of-flat condition has no imaginable impact on function, it’s not consistent with the market’s expectations for a product made by a company known for its high standards.
In a case such as this, we would suggest, after all other remedies have been tried, to utilize predictive molding or stamping to counteract the way materials want to behave (or misbehave). It is a process we have previously participated in with customers when they needed us to measure and map the out-of-flatness of a statistically significant quantity of a given problem part or assembly, then modify the tooling so that it pre-bends or purposely shape the parts in the opposite way such that, after assembly, the flatness error is virtually nonexistent.

IIA's inspection and analysis services can, in cases such as this, be utilized successfully to ensure that products are developed and shipped as designed. Repeatability is an important aspect of the manufacturing process and brings stability to it. The flatness measurements of a statistically significant number of tablets, ideally all from the same production lot, can yield values that, when charted, resemble a bell curve with a population of flatness readings. If the warpage is all in the same direction — for example, concave at the lower-left and upper-right corners — then we look at the population of readings. If the warpage is highly repeatable, then that is actually easier to solve since it is purely a matter of fixing the inaccuracy or flatness variation from zero, which tooling with a pre-bend in the opposite direction ought to resolve. That should result in a new population of flatness readings where the width and height of the bell curve has not changed in shape but has now shifted to an acceptably small amount of flatness. Problem solved, so long as the device’s flatness continues to be measured and analyzed in the production process.
Fixing this problem is relatively simple for flatness or even cylindricity. It gets trickier when working with non-prismatic shapes, such as 2D and 3D variable curvature contoured shapes, but similar principles can be utilized to fix just about any undesirable warpage.
Contact IIA to see how we can assist you with your dimensional measurement needs.
Metrology Geeks, Keep Reading!
Here’s where it gets a little tricky. If the center of the bell curve representing the problematic flatness is already closer to zero, then that likely means at least some tablets being made have a good flatness value and are as aesthetically pleasing as their function, but that many other tablets are warped either in the direction noted or the reverse direction. (Note: out-of-flat conditions can manifest in a virtually infinite number of ways, so this example assumes that when one set of corners protrudes upward, the other set of corners points in the opposite direction.) If we use the center of the height of flatness variation, we end up with various sample point readings, some above zero in the positive direction and some below zero in the negative direction. (Also note: obviously, there is no such thing as negative flatness, so the negative values are just temporarily allowed to facilitate the compensation process to make counter-acting tooling that can work its magic.) The question then becomes: What is the flatness variation that should represent zero flatness, solving the accuracy problem? (The average tablet would have virtually zero flatness.) The width of that bell should be as small as possible, as that constitutes the variation denoted as a population. Because “negative flatness” is not possible, the protrusions would manifest in the upper and lower corners. If the repeatability, or precision of the process is also refined, then we could conceivably achieve flatness of +/- .001.



